
Fusion360からCNCルーターデータを作成できるととても便利です。
3Dプリンタでは加工できない微細なものの製作とか、タカチ電機のケース加工などにも使えます。
3Dプリンタ vs CNCルータ
3Dプリンタと比べCNCルータの利点は
- 微細なものの製作が可能
- 市販ケースの加工が可能
- 大きなものの製作時間短縮が可能
などがあげられます。
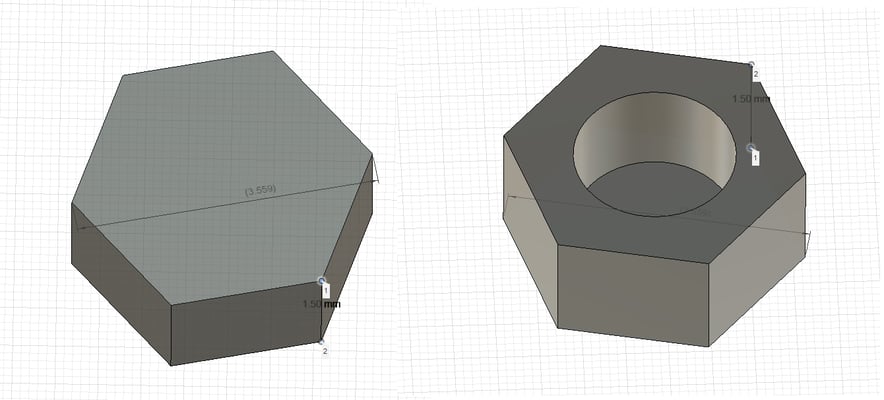
以下の左は、微細で3.6mm x 1.5mm6角形に、穴径1.2を深さ1.3mmをあけています
以下の右は、タカチ電機製のケースに穴加工や堀化工したものです。

以下は、ちょっと大き目な箱で 133 x 120 x 47mmです。
これをもし3Dプリンタで製作すると。。。数時間かかってしまうかも思います。
ただこれの平面部を塩ビ板でCNCルータで製作してしまえばとても時間短縮が行えます。
平面部の半透明箇所は塩ビ2mm板から製作し、
青色箇所は3Dプリンタで製作しています。

Fusion360の操作
以下Fusion360の操作の流れを記載します。

通常どおり製作したいものを
「デザイン」で設計します。
3.6mm x 1.5mm6角形に、穴径1.2を深さ1.3mm

つづいて
「製造」でCAMデータを作成していきます。
新しいセットアップを押します。
ポップアップのコメントのとおり、最初の手順となります。

設定タブ
設定-操作タイプでミルを選択します。
あと原点を設定します。今回は頂点で真ん中にしています。

ストックタブ
ストックサイドオフセット 1mmとしています。

メニューから2D輪郭を選択します。

内側の円柱の切削のCAMを作成します。
ブラウザにあらたに2D輪郭が追加されていますので
右クリックで編集と押します。
工具タブの設定をします。
工具はP0.8mmのフラットを使用しました。
クーラントはオイルとなっているのですが、自然空冷です。。。
速度と送りは左の通りです。
回転が速いと製作時間を短くできますが、自然空冷のため熱で
溶けてしまうことがあります。
ここは何度か試しながらの設定になるかと思います。
1回あたりの切り込みは0.2mmとしています。

形状タブの設定をします。
加工したい面や線を選択します。
今回はハイライトされた線を選択しました。

高さタブを設定します。
原点からの絶対位置を使用しています。
移動、退避、送り、トップ(加工開始)、ボトム(加工終了)の
設定となります。
ボトムが-1.1mmといことなので深さ1.1mmの穴を開けることになります。

パスタブを設定します。
複数深さを設定していて
最大取り切り込みピッチ0.1mm
仕上げ切り込みピッチ0.2mmとしています。

最後に安全タブを設定します。

続いて外側の6角形の切削のCAMを作成します。
新たにメニューから2D輪郭を選択し、
内側の円柱の切削のCAMと同じように設定していきます。
違うのは
タブをつけるのと
ボトム高さになります。
タブはほんの少し加工せずに材料を残すことで
製作物が材料に付いた状態で終えることができます。
ボトム高さは -2.1mmとなり、2mmの塩ビ板を貫通する値となります。


以上で基本的な設定は終わりです。
ただ、、1個だけ製作しても効率がわるいので
10個 連続で製作します。
ブラウザから右クリックで新しいパターン追加をクリックすると複製できるメニューが出てきます。
今回は 5 x2 としました。
内側の円柱と外側の6角形で全く同じ設定を繰り返します。

複製ができました。
シミュレーションをさせるとエンドミルの動作を確認できます。

最後にCAMデータを生成します。
メニューからアクションのポスト処理で生成できます。
加工
ここらからは実際の加工を行っていきます。
最初に注意点です。
- 最初は材料無しで空中を動作させて試してみる
-
- 意図しない動作をしていた場合はCAMデータを作り直す
- さらにどうしても挙動がおかしいところはCAMデータのテキストを手動で修正する
- 原点合わせなどでエンドミルを移動させるときはちょっとづつ(0.1mmからスタートする)にする
-
- いきなり大きく移動すると衝突する
- 異常があったらすぐに停止できるようにする
-
- 離席しないで状況を常に監視する
- 必ず材料の下に木材を下に入れる
-
- エンドミルは材料を貫通します。材料のしたに木材が無いと貫通できない
- またh、木材がないと材料がたわんでしまい平面とならない
- 材料と木材をしっかり固定する。
- エンドミルをしっかり固定する。
- 手袋はしない。
-
- 手袋をすると巻き込まれたてしまう
仕様したソフトとCNCルータです。
- Candle
-
- https://github.com/Denvi/Candle
- SainSmart Genmitsu CNC 3018
-
- https://jp.sainsmart.com/products/sainsmart-genmitsu-cnc-router-3018-pro-diy-kit
Candleの使い方に関してはここでは詳しい説明しません簡単に流れは、
- SainSmart Genmitsu CNC 3018のUSBコネクタをさせば認識される
- .ncファイルを読み込む
- CNCルータのエンドミルを手動で原点に合わせる
-
- SainSmart Genmitsu CNC 3018はリモコンがついているのでそれで合わせるか
- CandleのJogで合わせる
- 原点登録する
- Sendボタンを押す
- あとは勝手に動いてくれる
となります。
面倒なのが原点合わせになります。
高級なCNCルータは原点も自動でできるのでしょうが、安価品は手動となってしまいます。

Candleにデータを読みこんだイメージです。
現品仕上がり
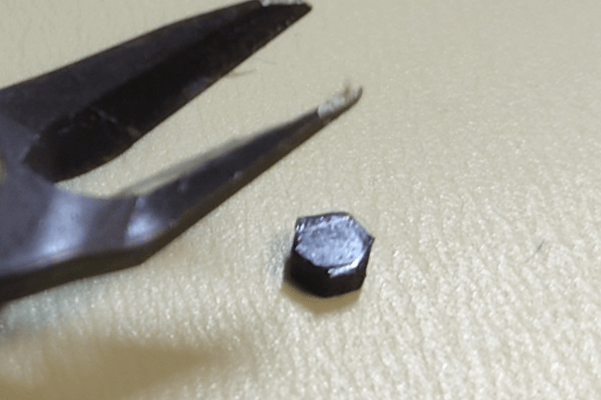
バリやくずが付いていますが、ニッパで除去可能です。

ニッパでカットしました。裏と表の写真です。
3.6mm x 1.5mmという小さいパーツができました。

コメントをお書きください